歡迎來到深圳市91成人版儀器設備有限公司!


一、故障分析(xī):
(1)此台設備是該(gāi)企業關鍵設備,停機後對(duì)生產造(zào)成很大影響,因預冷器接口以前已經有兩次(cì)震裂,經過了兩次(cì)焊接後表麵已經氧化嚴(yán)重,無法再焊接修複,所以隻能更換預冷器。但如果不采取措施,新購置的預冷器依然有振裂的可能,一(yī)振裂,就造成R404A製冷(lěng)劑泄露,由於此製冷劑為目前最先進的環保製冷劑,價(jià)格昂貴。為確保新購置的預(yù)冷器不被振(zhèn)裂,能夠長期正常運行,決定對新(xīn)購置的(de)預冷器進行技術改進,重新焊接、加固,使(shǐ)其端口沒有明顯的振動。
(2)把壓縮(suō)機冷卻風機拆下來分析原因,發(fā)現電機沒有滾珠軸承,而是使用筒瓦軸承(chéng),由於長時間高溫運行筒瓦(wǎ)產生了變形,風機(jī)在轉動時風機軸(zhóu)來回搖擺形成死點,筒瓦軸承屬於一次性產(chǎn)品,無法修理,隻能更換。經與我司技術工程師聯係,該風機為墨西哥生產配套,購買周期不能確定(dìng),價格昂貴。所以決定用國產風(fēng)機代替(tì),但這台風機電壓為單(dān)相220 V,國產的220 V同功率、同體積的風機找不(bú)到,體積大小一樣的功率又很大,不能直接代替,最後找到一台三相380 V風機,各項參數可滿足需要,但是原控(kòng)製(zhì)線路不能滿足,必須改造控製回路,滿足設(shè)備需求。
二、實施方案
(1)堆焊加固(gù)。新購置的預冷(lěng) 器進氣端是用高溫自動焊的工藝焊接成型,焊層較薄,強(qiáng)度不夠,裝在震動較大的設備上容易震裂。這次采取(qǔ)了銀焊條(tiáo)堆(duī)焊加固工藝,對(duì)其焊(hàn)接點進行二次(cì)堆焊,使(shǐ)焊層厚度達到原來的(de)3倍,抗震裂的能力大大提(tí)高。
(2)端口加固。為了使焊接後的端口更加結實牢固,在預冷器殼體和壓縮(suō)機排氣管的焊縫位置加裝防震加強筋4道,成十字對稱型。這(zhè)樣一來,在加厚焊接的基礎上又多了一(yī)道防震動移位的措施。
(3)加緩衝墊。舊(jiù)的預冷器(qì)固定方式為抱卡固定,預冷(lěng)器(qì)端口隨設備底座震動(dòng)較大,震動時沒有緩衝餘量,易與壓縮(suō)機(jī)排氣管形成共振,從而對預冷(lěng)器端口造成大的衝擊。修理時在原(yuán)預冷器的兩道固定抱卡下麵增設緩衝橡膠墊(diàn),這樣即使排氣管(guǎn)震動,預冷器還有一定的緩(huǎn)衝餘量,從而減少了震動對管(guǎn)口的衝擊。
(4 )加固(gù)工裝。因壓縮機震動強烈,致使排氣管振幅較大,如果不降低排氣管的振動強(qiáng)度,依然會對預冷器(qì)管口有較大的衝擊振動。所以在壓縮機排氣(qì)端和預冷器管(guǎn)口端之間加裝了防振動固定工裝。通過對現場的研究,在底座和箱體立柱兩個點加裝了兩套固定工裝,使(shǐ)壓縮機排氣管的振動強度降(jiàng)低,對預冷器管口端的衝擊進(jìn)一步減弱。
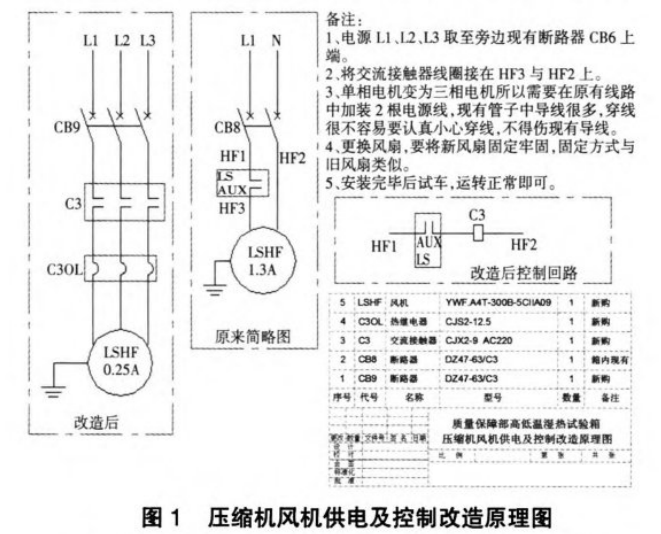
(5)風機(jī)與壓縮機同步工(gōng)作,先畫出改(gǎi)裝(zhuāng)後的圖紙,反複進行了分析推敲(qiāo)可行性。原理如圖1所示。
三(sān)、結束語
2015年11月改造完(wán)成至今,預冷器管口端沒有明(míng)顯的振動,風機安裝完工後運轉(zhuǎn)正常。為高低溫濕熱試驗箱的正常工(gōng)作提供(gòng)了(le)保障,同時也為公司節約了大量的維修同費用。而且此(cǐ)類環測設備有好(hǎo)幾(jǐ)台(tái),壓縮機冷卻風機(jī)有好(hǎo)幾台,本次改造為後續更換冷卻風機提供了很好的解決方(fāng)案,截止目前為(wéi)止(zhǐ),以為(wéi)該電子製造企業更換了4台冷卻風機。

上一(yī)篇:技術(shù)解析|跌落試(shì)驗機擴展功能設計
下一篇:汽車部件環境類試驗方法及設備選用

深圳市91成人版儀器設備有限(xiàn)公司(sī)是一家集設備開(kāi)發、生(shēng)產、銷售、售後(hòu)服務於一體的高新技術產業實體,經營範圍:拉力測試儀、拉力機、恒溫恒(héng)濕試驗箱、拉力試驗機、萬(wàn)能試驗機、萬能材料試驗機、高低(dī)溫試驗箱、冷熱(rè)衝擊試驗箱以及高(gāo)溫試驗箱等,滿足客戶生產的全麵要求。
深圳(zhèn)地址:深圳市寶安區燕羅街道燕山大道恒信(xìn)廠房B棟
東莞地址:廣東省東莞市鬆山湖工業西路(lù)12號1棟
廈門地址:廈門市湖裏區安領二路89號
無錫地址:無(wú)錫市新吳區天安智慧城3樓
越南地址:越南北寧省北寧市武強坊黎太祖街楊(yáng)俊大廈5樓
Copyright © 2019-2020 深圳市91成人版儀器設備有限公司 版權所(suǒ)有 備案號:粵(yuè)ICP備11038828號





